
焼結温度が重要な理由
1. 微細構造の形成
焼結温度はWC粒子の粒成長とバインダー相の分布を制御します。最適な焼結温度により、以下の効果が得られます。
不適切な焼結(焼結温度が低すぎる、または高すぎる)は、 気孔率、結合力が弱くなったり、結晶粒が過剰に成長したりして、工具の寿命と性能が低下します。
2. 機械的特性
炭化タングステンの機械的性質、例えば 硬度, 強靭さ、 そして 耐摩耗性—焼結温度と密接に関係しています。
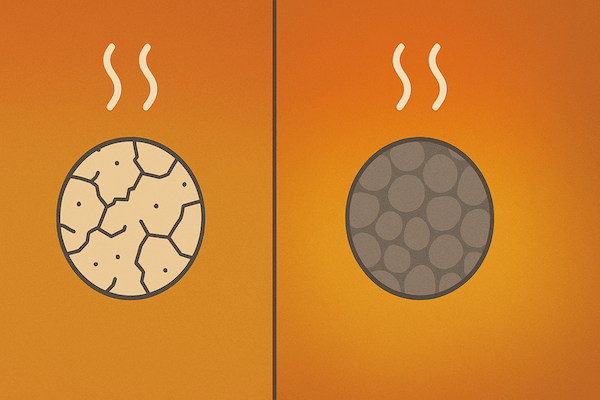
温度が高くなると粒子の結合が強化されますが、粒子が粗大化するため靭性が低下する可能性があります。
低温s 細粒分は保持されるが、緻密化が不完全となり脆くなる可能性があります。
これらの要素のバランスをとることは、採掘や切削工具から精密摩耗部品に至るまでのさまざまな用途にとって重要です。
3. 位相安定性
WC-Co系焼結合金は、焼結温度において、厳密に制御しないと、エータ(η)相や遊離グラファイトといった望ましくない相を形成する可能性があります。正確な焼結温度は、以下の効果をもたらします。
脆性相の形成を防ぐ
望ましい2相WCおよびバインダー微細構造を維持する
炭化タングステン工具製造における焼結
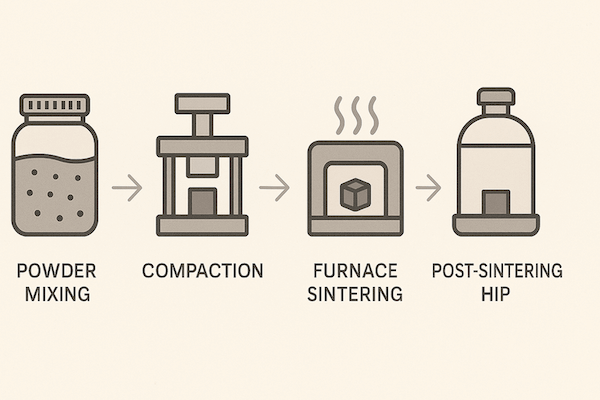
現代では タングステンカーバイド工具製造焼結は最終段階であり、最もエネルギーを消費する工程です。主な段階は以下のとおりです。
粉末混合 – WC 粉末は、コバルトまたはその他のバインダー、および VC や Cr₃C₂ などの粒成長抑制剤と混合されます。
圧縮 – 混合物を所望の形状(ブランク、インサートなど)にプレスします。
焼結 – 成形体は真空または水素雰囲気中で制御された温度で焼結されます。
焼結後処理 - 内部の多孔性を除去するために、HIP (熱間等方圧加圧) などの二次処理が適用される場合があります。
焼結温度は、材料のグレード、ツールの形状、パフォーマンス要件に基づいて最適化する必要があります。
結論
焼結温度は高性能製品の製造において基本的な役割を果たします。 タングステンカーバイド工具最終製品の物理的特性、耐久性、そして一貫性を決定づける重要な要素です。先進的な炭化物製造業者は、厳格な温度制御システム、高度な炉、そしてリアルタイムモニタリングを駆使して、最適な焼結結果を実現しています。この重要なパラメータを理解し管理することで、タングステンカーバイド工具は金属加工から精密加工まで、現代産業の厳しい要求を満たすことができます。 切断 そして 採掘 に エレクトロニクス そして 航空宇宙.